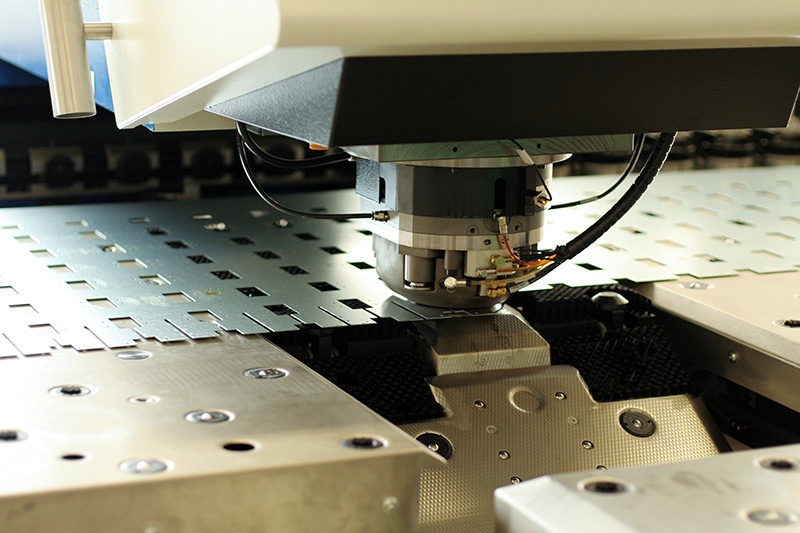
This next post in our series on high volume prototyping examines the Computer Numerical Control (CNC) Turret Punch Press, a technology that offers the option of punched and bent sheet metal for prototyping without the high tooling costs. The first manual turret punches were manipulated and moved by human hands. One had to have great familiarity with the press, as the correct tool must be selected for each operation.
In a CNC turret punch press, there are up to 60 tools in a “turret” that can be rotated to bring any tool to the punching position. An intermediate-sized unit can have a 30-ton press capacity with a working table of 50” square. Since a press tool requires a matching punch-and-die set, there are two corresponding turrets, one above the bed and one below. These two turrets must rotate in precise synchronization, with their alignment being crucial. Parts are made by having simple shapes punched directly from the sheet metal, or more complex shapes punched out using a variety of simple shapes. The sheet is moved back and forth under the turret head and the turret is able to hit the work-piece at the correct location with operational speeds of around 80 to 300 hits per minute.
Advantages
The biggest advantage of a CNC turret punch press is the speed getting production-quality parts because of the extreme variety of standard punches used to make different shapes. This keeps the piece price down when you are looking to purchase a decent quantity of parts. The cost comes mostly from the programming time required to get the machine up and running. Once all the programming is done and proved out, the parts can usually be made with a “set it and forget it” mentality.
Another advantage of CNC press production is the extraordinary design flexibility in the configuration and size of features within the part. Newer machines make the nibbling of very large and complex features a practical reality. This works well for applications such as custom machine builds, enclosures, and low volume runs.
Disadvantages
As with any technology, CNC turret press comes with some disadvantages. The dimensional accuracy is in the range of +/-.010”. Also during the process of making the parts, the parts will have burrs, affecting the flatness of the part. And with the nibbling process, the marks may be quite noticeable. However, other processes can be used to remove marks and smooth the burrs, such as barrel tumbling, on small parts. Lastly, due to the process, holes and punches need to be a certain distance apart and away from the edge of the piece.
When it comes to high volume prototyping, CNC turret press technology is often a good choice. Pongratz Engineering can help you look at all the options and guide you down the path that makes the most sense for your project. Please visit our website at www.pongratz-engineering.com or call us at 612-384-0122.
NEXT UP: Zimmerman Boat Rudder Story
Related Posts:
- Blog Series: High Volume Prototyping and the Technologies Used
- When to Select Product Design and Engineering Services
- Picking Your Product Design Partner: 1. Advantages of Using External Resources