This series investigates the most cost-effective ways to fabricate prototypes in volume. When more than 3 to 6 prototypes need to be constructed, additive rapid prototype techniques become too costly. A mainstay technology that is frequently used involves constructing a silicone mold and using two-part urethane to cast the parts. This saves on cost because multiple parts can be cast from the same mold.

Silicone Mold – www.excellmodels.com
Steps
The first step in this process is to make a 3D printed part. The master part must be dimensionally accurate and have a smooth surface finish, although textured finishes are possible. This makes the SLA or PolyJet process ideal for creating the master part. A silicone mold can be made from a FDM part, but a lot of extra work would be needed to get a good surface finish so it is rarely done. The master part is sometimes painted and/or polished to get the best surface finish possible.
The second step is to suspend the master part in a rectangular form and cast room temperature vulcanizing (RTV) silicone around the part and let it cure. Once the silicone is cured, this block is cut into two halves with a fine knife along the parting line. Because the cut is unique and done by hand, the mold will fit together the same way every time. For fine features, like deep holes with small diameters, steel core pins are added to the mold. If this is not done the silicone that is cast into the hole would just rip out of the mold and the hole would not show up in the cast part. The silicone that is used to make the mold is usually clear.
Once the mold is assembled back together, a two-part resin is injected into the void to cast a part. The most common resin used is two-part urethane because it closely mimics injection molded plastic parts. It is also advantageous to use urethane because there are literally thousands of different urethanes to choose from that have a wide range of properties such as durometer, modulus, and strength. Custom color can also be mixed into the urethane so the parts do not need to be painted, just like injection molded parts.

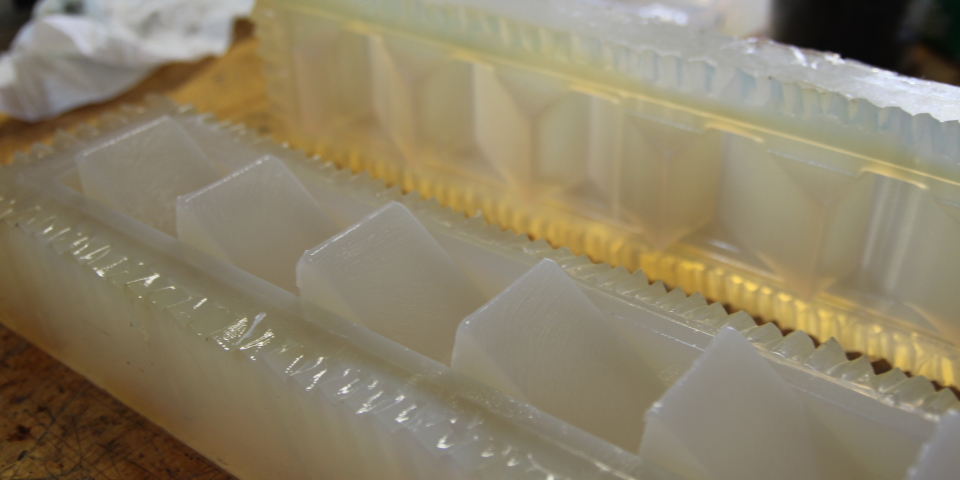
Silicone Mold Close Up – www.excellmodels.com
Considerations
Two-part urethane is an amazing material, but it is usually not as strong or impact-resistant as the actual plastic injection molded part. So making urethane parts and expecting to do drop testing is not a good idea. Another deficiency shows up when trying to cast optically clear parts. The surface finish can never be as fine or perfect enough to make parts like a clear cover for a display. The numbers or letters on a display would be readable but look hazy and blurry.
There is significant cost associated with making the master part and RTV mold. The costs are directly related to the size and complexity of the part. Making the master and mold for very large parts, for instance, may run as much as $300 to $1500. However, once the mold is constructed, parts can be cast for relatively low cost compared to 3D printed parts. When comparing the investment of 25 FDM parts expenses to 25 cast urethane parts expenses, it can be an easy decision to make. A cost savings of 50% or more is possible with cast urethane parts. An RTV mold usually lasts for at least 25 parts, and more for simple parts. If the mold degrades too much or a delicate feature rips out, a new mold can be made using the same master part.
High volume prototyping is often a necessary step in a product development effort. Cast urethane can be an attractive option if the number of parts needed ranges from 6 to 50. Pongratz Engineering has extensive experience with cast urethane parts and we know when to bring the technology into play.
Let Pongratz Engineering steer you in the right direction as far as what high volume prototyping is best for your part or project. We are routinely called upon to recommend and select methods for our customers. Contact us at www.pongratz-engineering.com
NEXT UP: Thermal Forming
Related Posts: